SW20 MR2 機械式LSDオーバーホール3〜LSDとミッションの組付け(NA用 TRD LSD)
見事自作シムでイニシャルトルクがアップしたTRDのLSD。今回の記事ではLSD組付け〜ミッションの組付けを紹介しています。
前回の記事はこちら。

目次
特筆すべき必要な工具
プレス
※ミッションオーバーホールするなら10t以上のフレーム幅が広いプレス機を推奨。プレス機の受け側のフレームの幅が狭いとストプットシャフト(1stギヤ)がプレス機にかけられません。僕は6tプレスで苦労しました。

スナップリングプライヤー
なくてもいけますが、作業効率が全然違います。安いので買ったほうが良いかと。

ベアリングセパレーター(ギヤープーラー)
色々なタイプがありますが、プーラーとして使うよりも、プレスで抜く時にギヤーにかける特殊工具として使用します。よって、爪タイプではなく、半円形の金物で挟むタイプのプーラーが良いです。(整備書にも書いてあります)

LSD組付け〜イニシャルトルク調整
前回の仮組みで自作シム4枚で85N/mというイニシャルトルクが実現できたので、真面目に組んでいきます。ブレーキパーツクリーナー等で掃除して脱脂し、各部品の間にはギヤオイルを塗布しながら組み付けます。

中身を入れたら蓋を閉める六角ボルトを位置合わせのために仮組。続いてシャコ万力で締め付けて、蓋が閉まったら六角ボルトを締めます。シャコ万力で押さえていれば手でも締められるくらい軽く回ります。
と、ここで事件発生。
シャコ万力、壊れましたw

赤い方は見ての通り壊れました。この赤いシャコ万力は百均で買ったもの。やっぱり百均工具は耐久性、強度がダメでした。(百円なので文句も言えませんが、、、)
黒い方はまともなシャコ万力ですが、ネジがダメになりました。空転してしまいます。
まとめると、シャコ万力はケチらずに大きめのものを用意した方が良さそうです。そこそこ強いトルクが必要なので、小型のものだと耐えられないようです。

なんとか閉まったのですが、イニシャルトルクを計測するとなんと120N/m。バキバキじゃないすか。前回と同じ組み方なのに全然イニシャルトルクが違う、、、。おそらく、前回は蓋の締め方が甘かったのではないかと推測。きっちり締めるとそりゃトルクあがりますよね。
ということで、開けてシムを2枚減らして合計2枚(0.4mm)にして再び閉めますが、まだ強い。
ほんとはシムなんかいらないんじゃないの?と思い、シムを抜いてみるときっちり(笑)30N/mくらいのトルクに落ちてしまいます。ん〜難しい。
では1枚と蓋側に1枚(0.2mm)で入れるとまだ強すぎ、100N/mを超えてしまいます。ということで、釜側に1枚(0.2mm)にしたところでやっと90N/mくらいに落ち着きました。4枚作って使ったのは1枚、という結果です。

おそらく5回くらいは組みました。わかってきたことは、毎回同じトルクは出ないらしいということです。ブレがあるので、中央値としてやんわりと考えるのが良いのかなと思いました。LSDのことを調べていくとたしかに組むと落ち着いてイニシャルトルクが下がるという情報も多いようです。
リングギヤ(ファイナルギヤ)組付け
LSDが組み上がりましたので、リングギヤを取り付けます。整備書、ネットの情報ともにリングギヤを熱湯で熱し膨張させて装着という説明になっているのですが、熱することなくそのまま装着できてしまいました。ぴったりです。

ま、着いちゃったなら、いっか、ということでこのまま組み付けます。ボルトロックプレートは全て新品に交換しました。
| 41222 | リヤディファレンシャル リングギヤ ボルト ロックプレート | 41222-32010 |
締め付けトルクは96.6N/mとなかなかのトルクなので、固定しないと回ってしまって締められません。前回作成した自作イニシャルトルク計測SSTを使ってバイスに固定して締め付けました。締め付け後はロックプレートに貫通マイナスドライバーを当ててハンマーで叩いてカシメます。

インプットシャフトの分解と点検
今回の主な目的はLSDのオーバーホールだったのですが、ついでにこの中古謎ミッションが大丈夫かどうかも見ていくことにしました(せっかく開けたので)。整備書に従ってインプットシャフトから点検していきます。
ベアリングとフォースギヤーの取り外し
まずはインプットシャフトリヤラジアルボールベアリング(末端の大きいベアリング)をプーラーで外します。

と、思いましたが、全然ダメでしたw
ガンガンプーラーをかけてもビクともせず。ついでに(当然ですが)プーラーごと回ってしまうのでなかなか思うようなトルクをかけることができません。
加えてプーラー(ベアリングセパレーター)の歯があまり深くかからないので、綺麗にトルクがかからず抜けない感じです。
結局のところプレス機出動となりました。
6tプレスだと高さと受け板の幅が不足となるので、ちょっと頭使います。プレス機ごとブロックで高さを上げてインプットシャフトが地面に当たらないようにしました。また、高さを稼ぐことでギヤ類がプレス機に干渉しないようにしました。これで難なく抜けました。
ちなみに整備書によるとベアリングだけでなく、フォースギヤとベアリングを一緒に抜くと書いてあるので、そのようにしてみたところ、たしかにセットで抜けました。

ベアリングセパレーターの歯をかける隙間がほぼ無いのですが、ギヤとチンファ部の間を狙って慎重に歯をかけました。特にフォースギヤの欠けなどもなく、するっと抜けました。プレスバンザイ。
フォースギヤの内側にフォースギヤニードルローラーベアリングが2つ(1組)とフォースギヤベアリングスペーサーが入っています。
はっきり言ってプレス使わないとまず抜けません。
フォースギヤーとシンクロナイザーリングNo.2を抜くとクラッチハブNo.2 ASSYが出てきます。このクラッチハブの上にスナップリングがハマっていますので、スナップリングプライヤーで外します。
このスナップリング、整備書では再利用不可部品かつ、組み付け時はいくつかの厚さのスナップリングから組み付け可能な最も太いものを組み付けるとなっています。が、実際のところスナップリングを全種類揃えても無駄が出るだけですので、再利用することになるでしょう。広がってしまった場合は修復しておく必要があります。
| 90520-30002 | 33362A クラッチ ハブNO.2 シャフトスナップリング | 厚さ=1.95-1.99,マーク 1 |
| 90520-30003 | 33362A クラッチ ハブNO.2 シャフトスナップリング | 厚さ=2.00-2.04,マーク 2 |
| 90520-30004 | 33362A クラッチ ハブNO.2 シャフトスナップリング | 厚さ=2.05-2.09,マーク 3 |
| 90520-30005 | 33362A クラッチ ハブNO.2 シャフトスナップリング | 厚さ=2.10-2.14,マーク 4 |
| 90520-30006 | 33362A クラッチ ハブNO.2 シャフトスナップリング | 厚さ=2.15-2.19,マーク 5 |
| 90520-30007 | 33362A クラッチ ハブNO.2 シャフトスナップリング | 厚さ=2.20-2.24,マーク 6 |
クラッチハブの仕組みは、ギヤ部に内側から赤丸のシンクロメッシュシフティングキーが3つ組み込まれていて、内側からバネ(円弧の針金)で留められています。シフティングキーが外れやすいので飛んでいかないように注意が必要です。
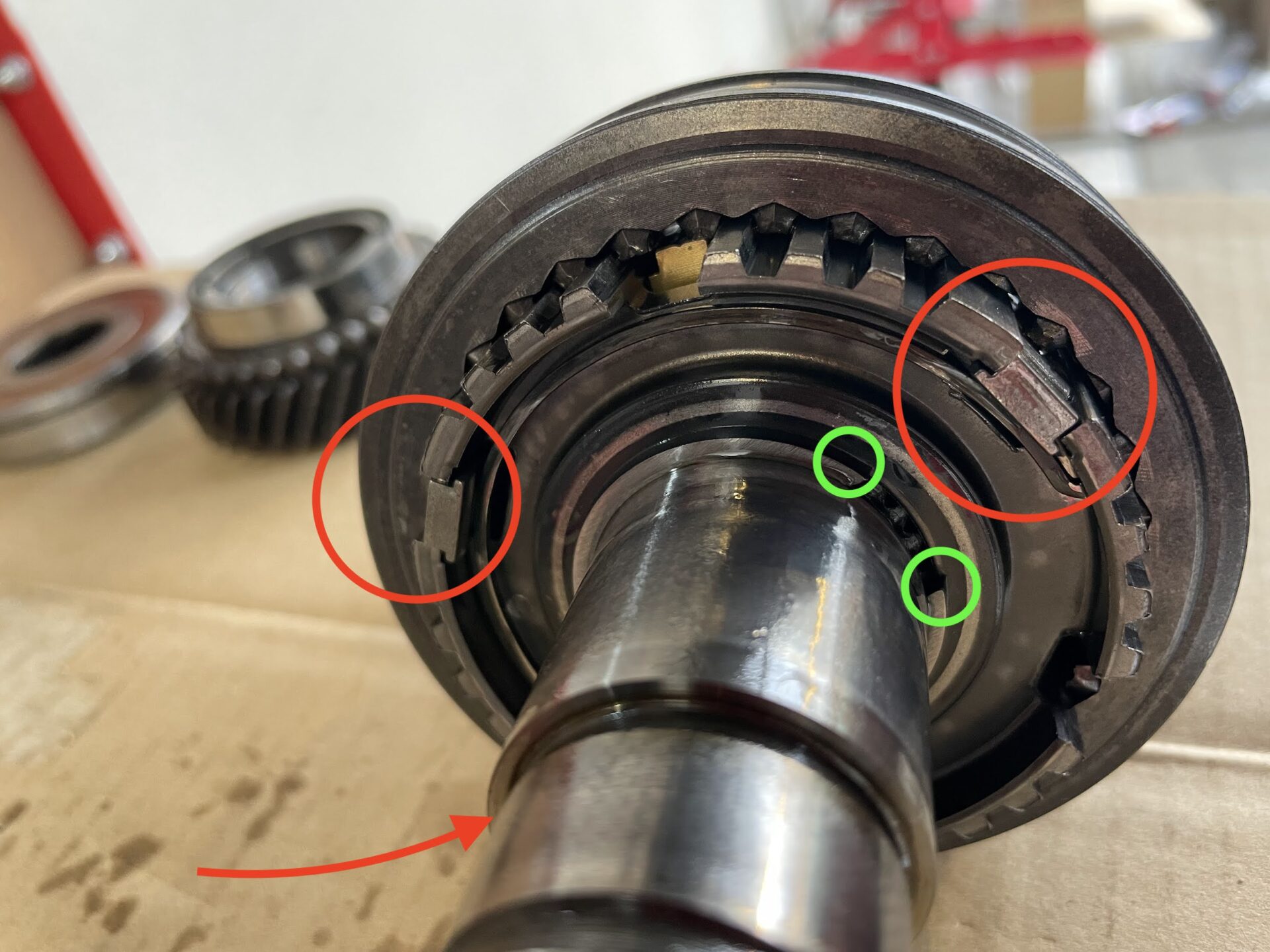
上から見るとこのようになっていて、シフティングキーをクラッチハブスリーブのギヤ部が押しています。

クラッチハブNo.2とサードギヤーの取り外し
続いてこのクラッチハブNo.2 ASSY(正確にはハブスリーブは上に抜けば外れるのでトランスミッションクラッチハブNo.2)とサードギヤーをプレスで外します。
ベアリングセパレーターを書ける場所はサードギヤです。サードギヤーの内側にもニードルローラーベアリングが入っています。
だんだん仕組みがわかってきましたが、フォースギヤー、サードギヤーはシャフトからニードルローラーベアリングで「浮いて」おり、シャフトと関係なく回転します。一方クラッチハブはインプットシャフトと常時接続されており、クラッチハブスリーブによってクラッチハブとギヤが接続され動力が伝達される、という構造です。

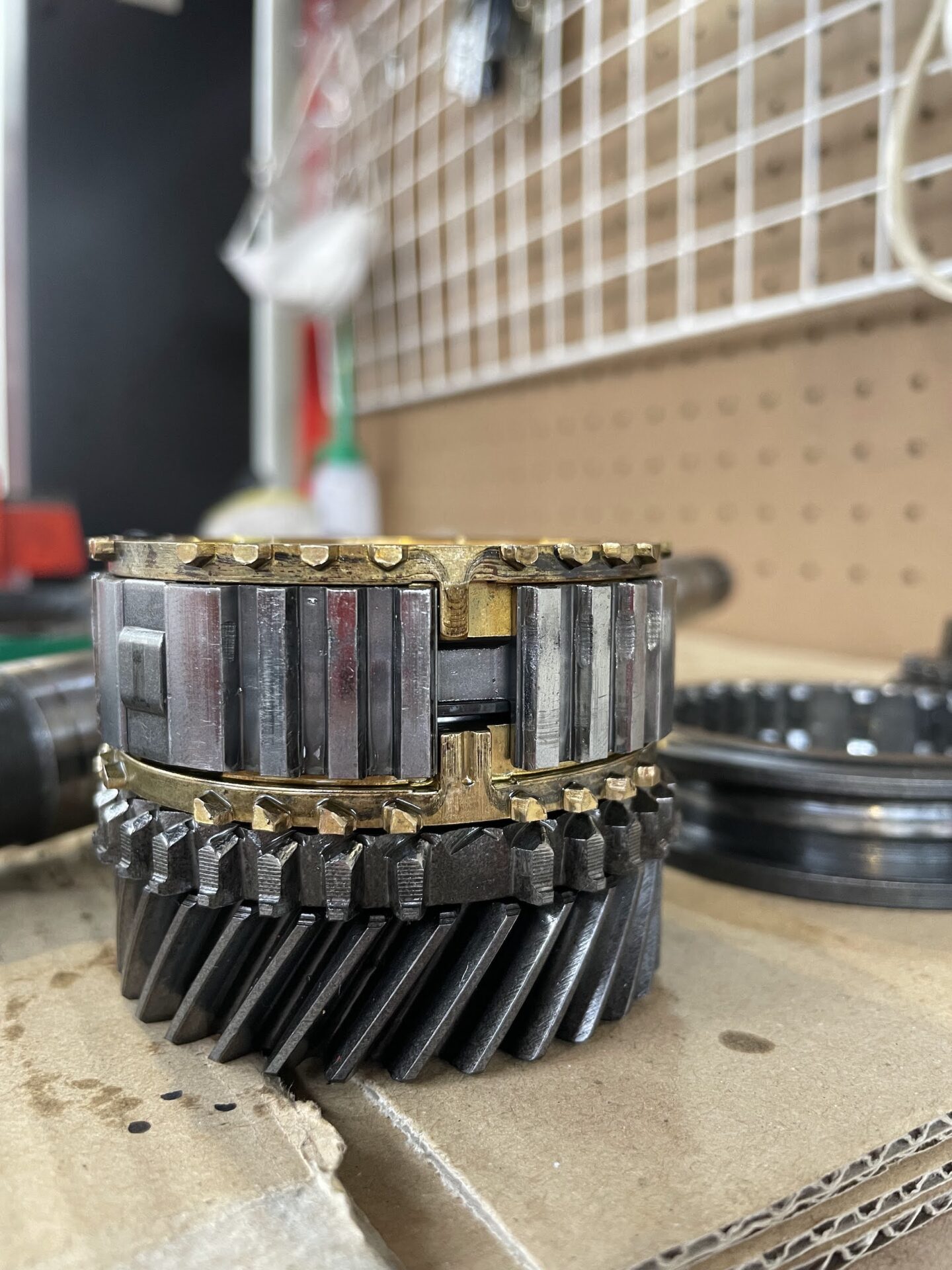
クラッチハブとシンクロナイザーリングの点検
外したクラッチハブとシンクロを点検します。歯はサードギヤー側(下側)がやや削れていますが、問題というほどでも無いような気がします。そもそもミッションをオーバーホールしたのが初めてなので、正確な診断はできません、、、(^_^;)
このシンクロだとこんな感じというのが組んだあとに経験となってわかってくるでしょうw
フォースギヤー側はほとんど摩耗が見られません。
尚、この4TH/3RDシンクロは、パーツの名前は同じ「33368 シンクロナイザリング NO.2」ですが、4TH/3RDで異なる部品です。形状も違います。パーツ番号に注意して発注する必要がありそうです。また、年式によって部品構成に変化があるので、よく確認する必要があります。
(といっても、このミッションがそもそもいつのSWのものなのかわからないのでなんともなりませんが(笑)。とりあえず対策部品であることを願って最新の組み合わせを頼むしかないですね)
| 33368-32020 | 33368 シンクロナイザリング NO.2 | 4THギヤ側 |
| 33368-17011 | 33368 シンクロナイザリング NO.2 | 3RDギヤ側 |
シンクロナイザーリングとギヤー間のスラストクリアランスも確認しました。

各部計測と組付け
ちなみに各部計測結果は以下の通りでした。
| インプットシャフト計測 | 基準値(参考値) | 計測値 | |
| 4THシンクロギヤクリアランス | 0.8-1.6 | 0.8 | OK |
| 3RDシンクロギヤクリアランス | 0.8-1.6 | 0.8 | OK |
| ハブスリーブNo.2 溝幅 | (11.0) | 10.91 | |
| シフトフォークNo.2 爪厚 | (10.7) | 10.73 | |
| ハブスリーブNo.2/シフトフォークNo.2クリアランス | 0.2-0.4 | 0.18 | 厚い?? |
| インプットシャフトジャーナルA | 33.10-33.12 | 33.1 | OK |
| インプットシャフトジャーナルB | 32.49-32.50 | 32.49 | OK |
| インプットシャフトジャーナルC | 26.99-27.00 | 26.95 | 細い |
| 4THギヤ内径 | 38.12-38.14 | 38.12 | OK |
| 3RDギヤ内径 | 37.50-37.52 | 37.51 | OK |
| 4THギヤスラストクリアランス | 0.2-0.45 | 0.28 | OK |
| 3RDギヤスラストクリアランス | 0.1-0.25 | 0.13 | OK |
気になるのはシャフトジャーナルC部が細い。と言ってもマイクロメーターがないのでノギス計測につき、毎回計測値に揺れが出ていました(^_^;)。
また、スリーブとフォークのクリアランスについては厚いという逆結果。普通摩耗すると薄くなる、、、はずですよね。基準値以上に厚いというのは逆ですよね。削れても厚くなることはないよな、、、と。いずれにせよ状況把握という目的なので、致命的な摩耗は無しとして、このまま組んでみることにしました。
シンクロナイザーリングNo.2は、形状で見分けられます。右が4TH側です。上向きの爪の形状と、内側のギザギザの形状が違います。整備書に詳しく書いてありますのでご確認を。清掃して組付け準備です。


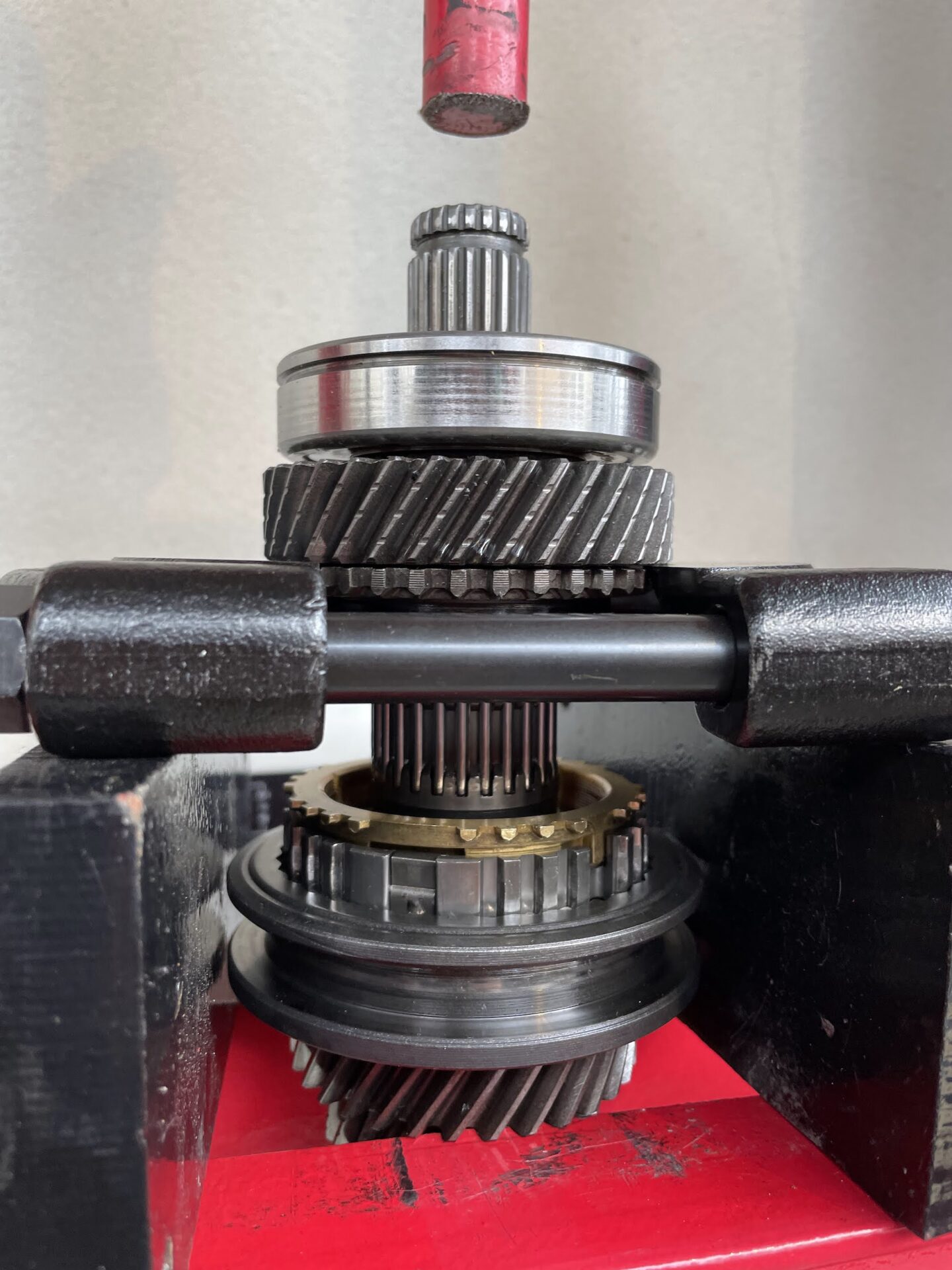
組付けもプレスでらくらく。しかし写真のように6tプレスだと高さがギリギリです。。。
サードギヤー内側にはローラーベアリングが入りますのでお忘れなく。サードギヤーはスルッと入りますが、クラッチハブは圧入です。最後まで入れてしまうとクリアランスがなくなりますので、整備書記載のクリアランスを確保して圧入を止める必要があります。シックネスゲージを挿して様子を見ながら圧入しました。

クラッチハブを組み付けたら忘れずにスナップリングを。スナップリングプライヤーがあれば簡単です。

フォースギヤーにはスペーサーとベアリングを忘れずに。
フォースギヤーとベアリングの組付けはやや難儀しました。というのも、SSTがないとプレスがギヤーに届かないのです。試行錯誤の結果、以下のように対策して組み付けました。フォースギヤーはスルッと入ります(プレス不要)ので、サードギヤ同様にベアリングをどこまで圧入するかが肝です。

ということでインプットシャフトが無事にできあがりましたので、次回はアウトプットシャフトも点検していきます。
次の記事

ミキシングを中心にレコーディングからマスタリングまで手がけるマルチクリエイター。一般社団法人日本歌ってみたMIX師協会代表理事、合同会社SoundWorksK Marketing代表社員。2021年よりYouTubeチャンネル「SoundWorksKミキシング講座」を展開中。過去には音響機器メーカーTASCAM、音楽SNSサービスnanaのマーケティングに従事。

“SW20 MR2 機械式LSDオーバーホール3〜LSDとミッションの組付け(NA用 TRD LSD)” に対して2件のコメントがあります。
コメントは受け付けていません。