エンジンオーバーホール SW20 5型 3S-GE VVTi vol.5 作業の方法 清掃〜クランクシャフト・ピストン組み上げ
やっと分解が終わってメタルクリーンで清掃。ここから組み上げていきます。エンジンの仕組みがわかってとても楽しいです(^o^)
前回の記事↓
清掃したピストンの確認
まずはメタルクリーン漬けにした各パーツを引き上げて確認していきます。
メタルクリーンにはたぶん3日ほど漬けておきました。ピストン以外のパーツは写真を撮り忘れたのでピストンだけ紹介します。
ピストンはかなりきれいになりました。メタルクリーンすごい。

しかしコンロッドキャップ側になんとサビが。原因は、ピストンを下にして漬けていた時間があったので、その間にメタルクリーンから出ていたコンロッドキャップ部が錆びてしまったという。。。必ず全域が水(メタルクリーン液)に浸かるようにしないとダメですね。
錆びた部分は削ると色々大変そうだったので、錆取り剤を塗っておいたら見事にきれいになりました。錆取り剤って効きが微妙でなかなか役に立たないのですが、こういう削りたくないけど取りたいサビには有効ですね。




見事きれいになったので、出番が来るまでラッピングして保管です。


クランクシャフトの計測と組付け
計測といっても全部測れないので、測れるところだけ測る感じです。まぁ本当は全部測るほうが良いのでしょうが、そこはプライベーターということで、できることだけ精一杯やります。
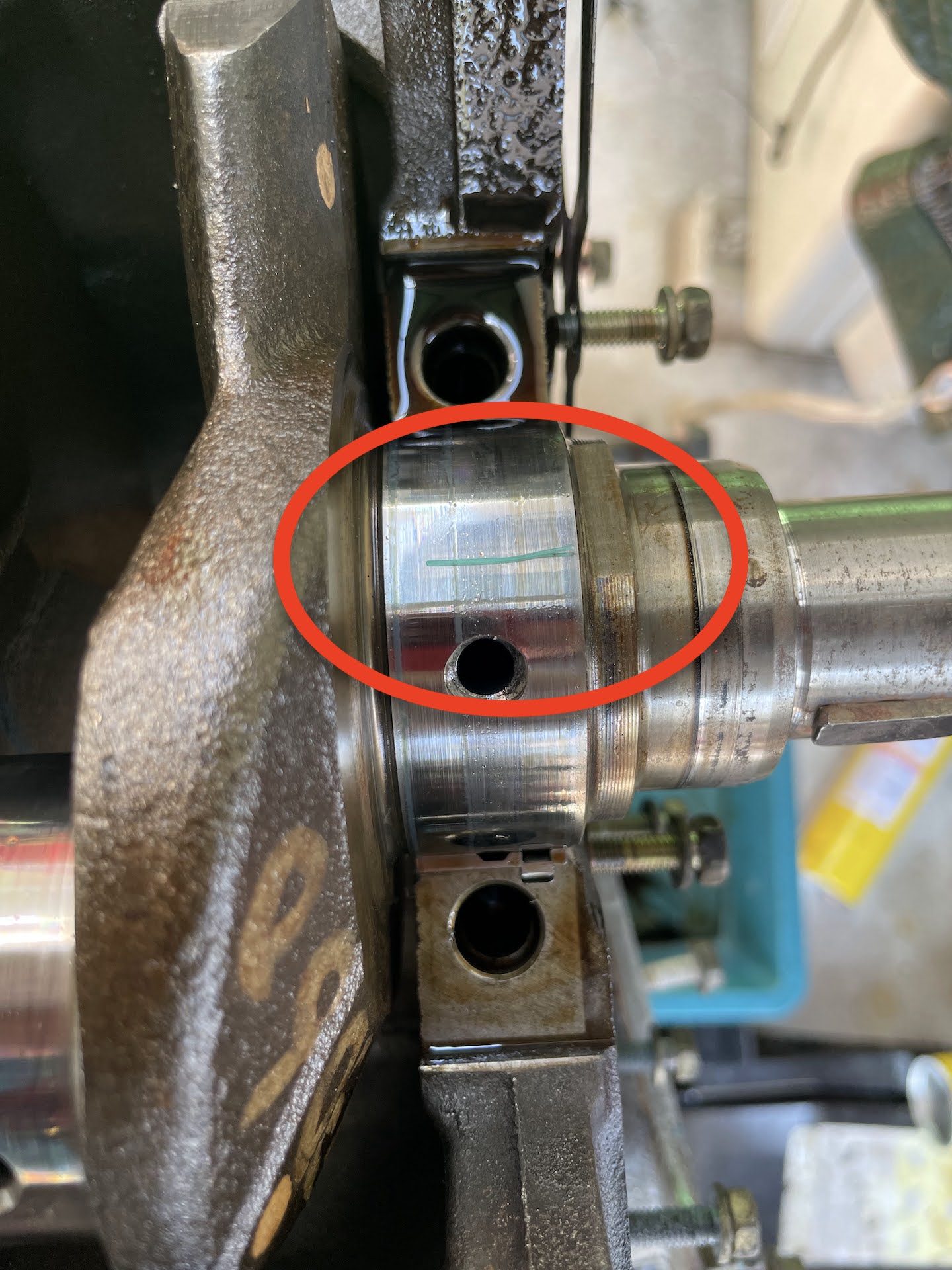
まずはクランクシャフトのジャーナルを計測。
マイクロメーターを買ったんですが、買ったマイクロメーターではクランクシャフトジャーナル等の太い部分は計測できませんでした(;´∀`)よく考えて買えという話ですが、実際当ててみるとクランクシャフトってかなり太いんですよね。
取り急ぎ計測精度が下がりますが、デジタルノギスで計測しました。っていうか、これでも基準値内かどうかはわかるなと思いました。
クランクシャフトジャーナル 基準値:54.988 – 55.003


マイクロメーターを買うなら以下のようなセットを買った方がいいと思います。

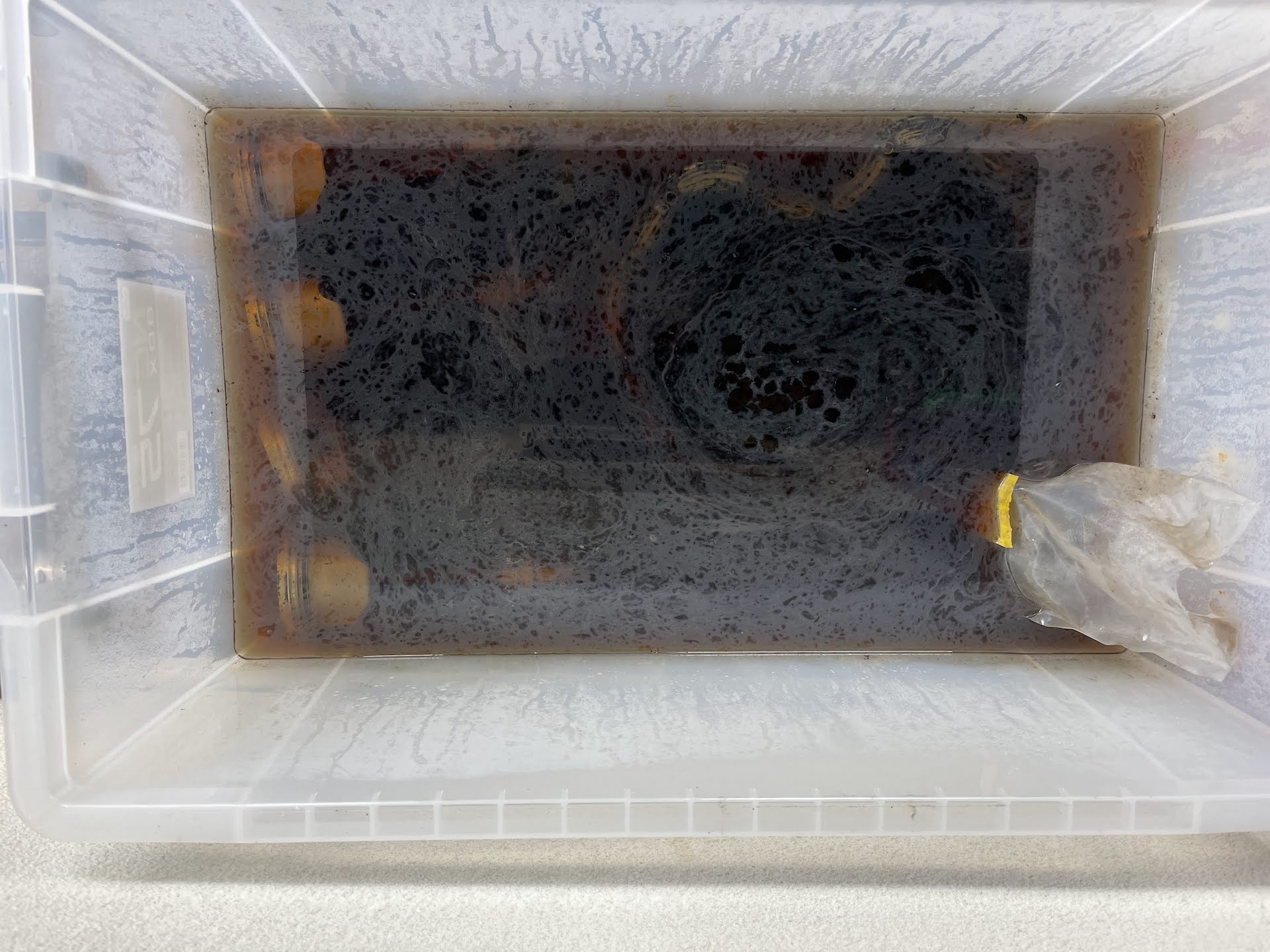
続いてはクランクシャフトベアリングのクリアランスを計測します。
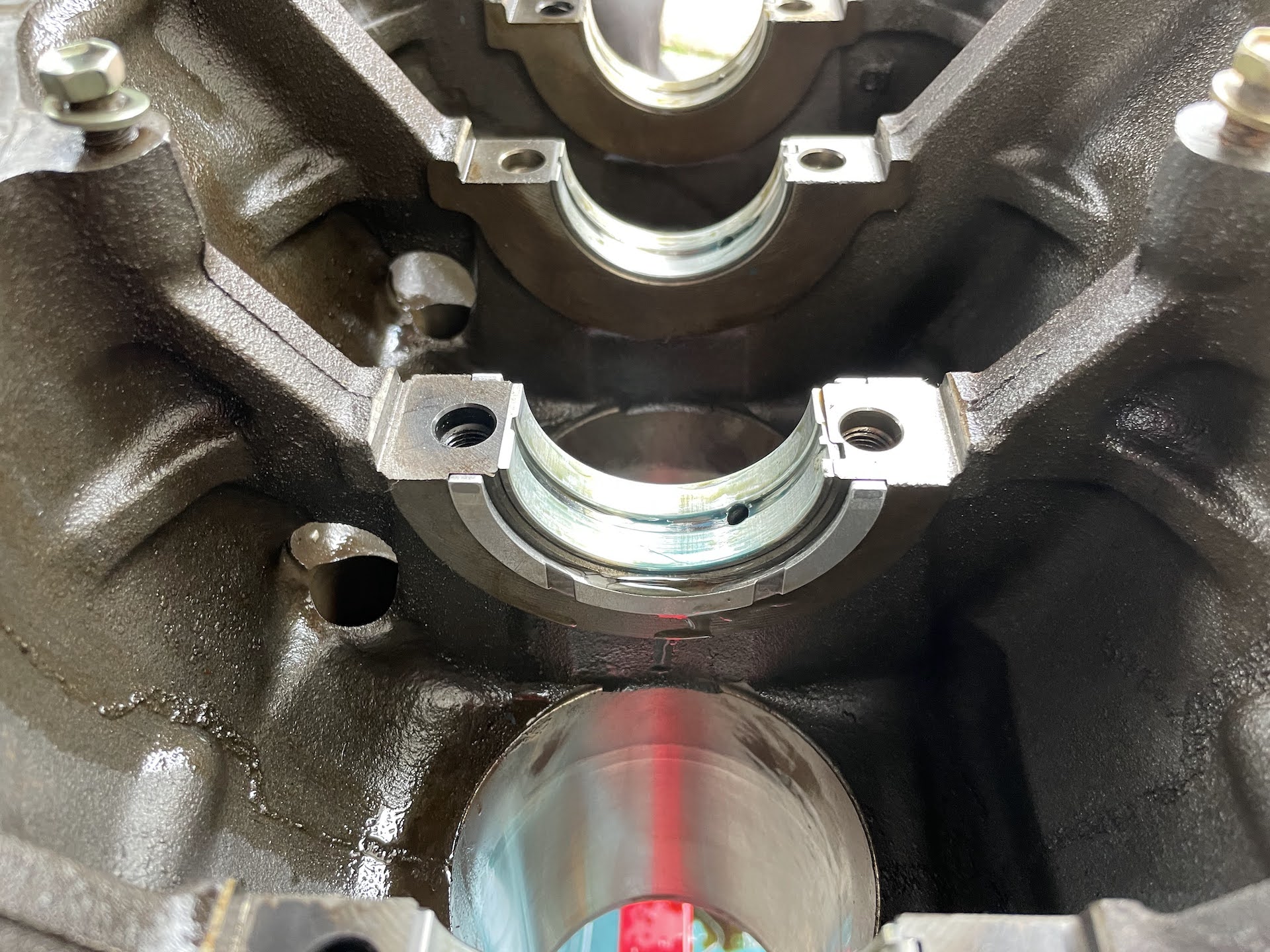
まずベアリングをセット。ベアリングはオイルや組付けペースト等を塗らずに組み付けます。セットした後でも指で押せば動くので、載せてから正しい位置に移動させる感じでOKです。クランクシャフトは載せるだけですが、重いので注意が必要です。
ベアリングはクリアランスがバラバラになると面倒なので、最初に使われていた場所と同じ場所へ組みます。

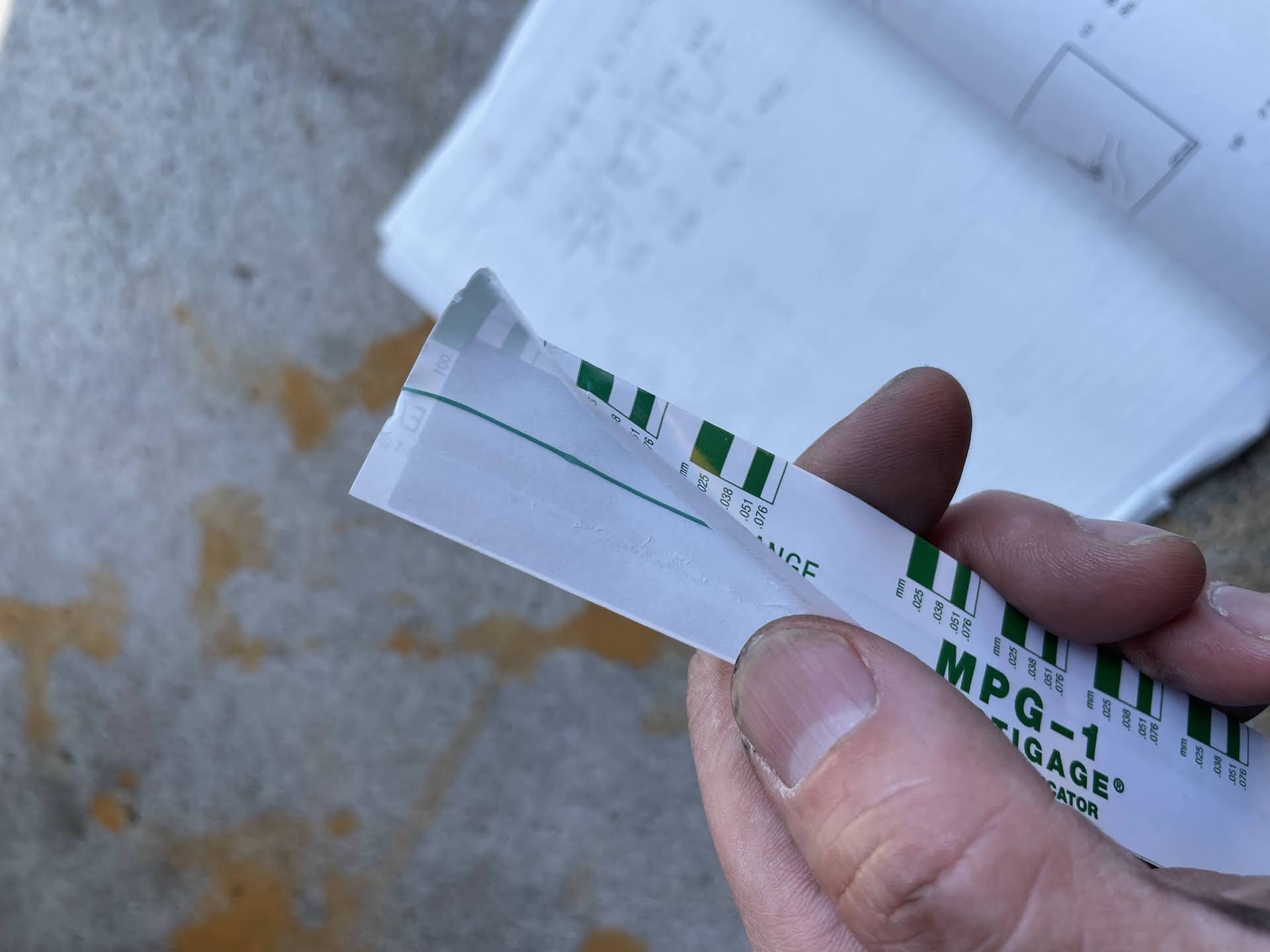
続いてはプレスゲージ(プラスチゲージ)を使います。
僕も初めて使ったのですが、プラスチックのひもみたいなもので、挟んで潰れ具合でクリアランスを計測するツールです。
適当な長さに切ってジャーナル部においたままキャップを締め、規定トルクで締め付け後にはずして、潰れ具合を見ます。ベアリングキャップの締め付け順は緩める時の逆ですので、整備書を参考に。
プレスゲージ自体様々な太さに対応したものがあるので、計測したい場所に適応したものを使いましょう。どれかわからない場合はセットを買っておくと良さそうです。今回の計測で1本のうち1/4くらいしか使いませんので、1本あれば足ります。
ベアリングキャップ 締め付けトルク:58.5Nm
プレスゲージ基準値:0.015mm – 0.034mm(1/2/4/5)、0.025mm – 0.044mm(3)



1〜5番まで計測。見事基準値内ということで、そのまま組み付けます。
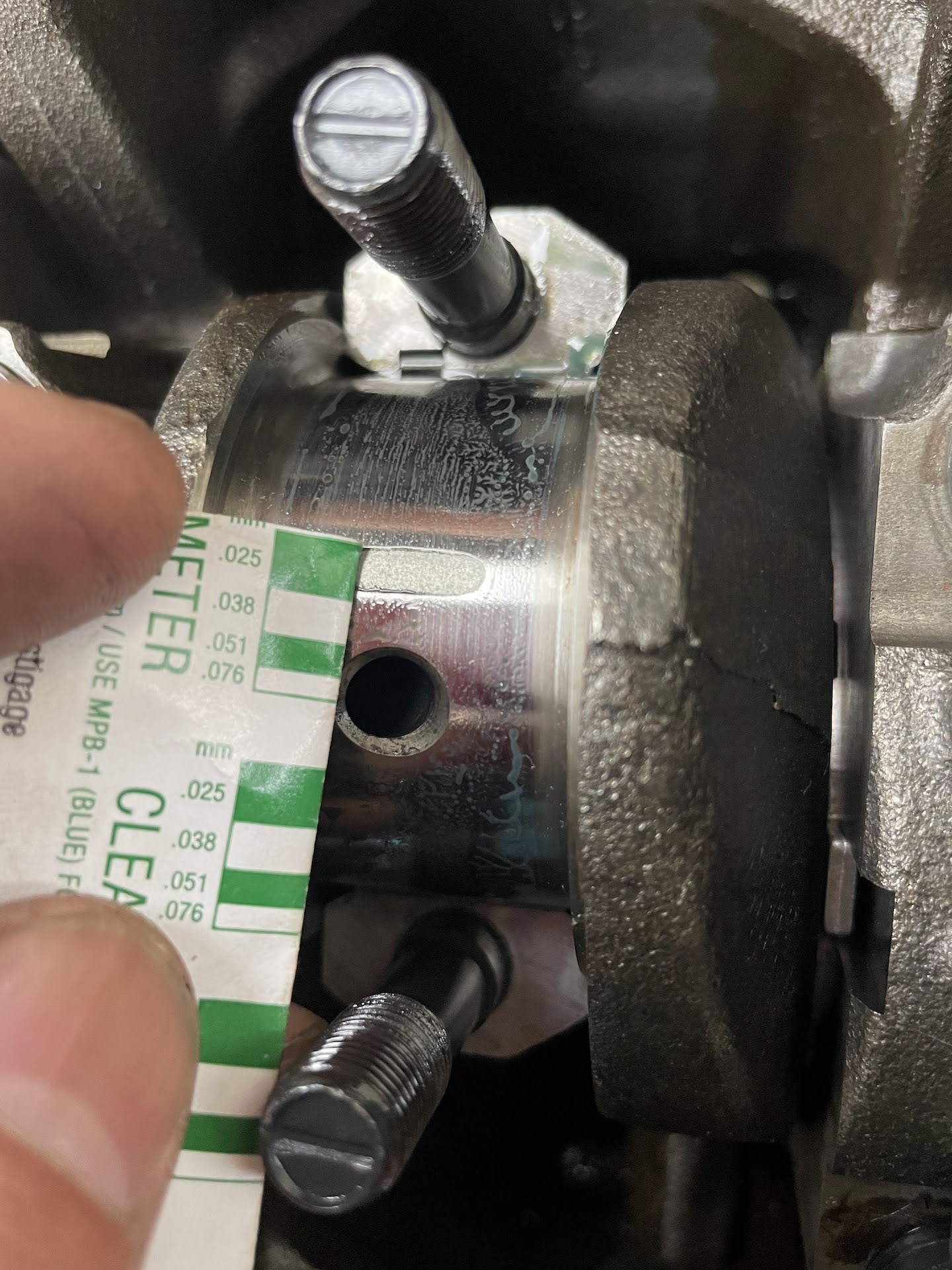
読み方に慣れが必要なのですが、当然クリアランスが狭いほど潰れるので、0を起点に一番太いのが0.76mmという表示ではなく、4種類の太さが示されているということになります。潰れ具合が4種類のサンプルの太さのうちどこに近いか、という見方をします(と思います)。
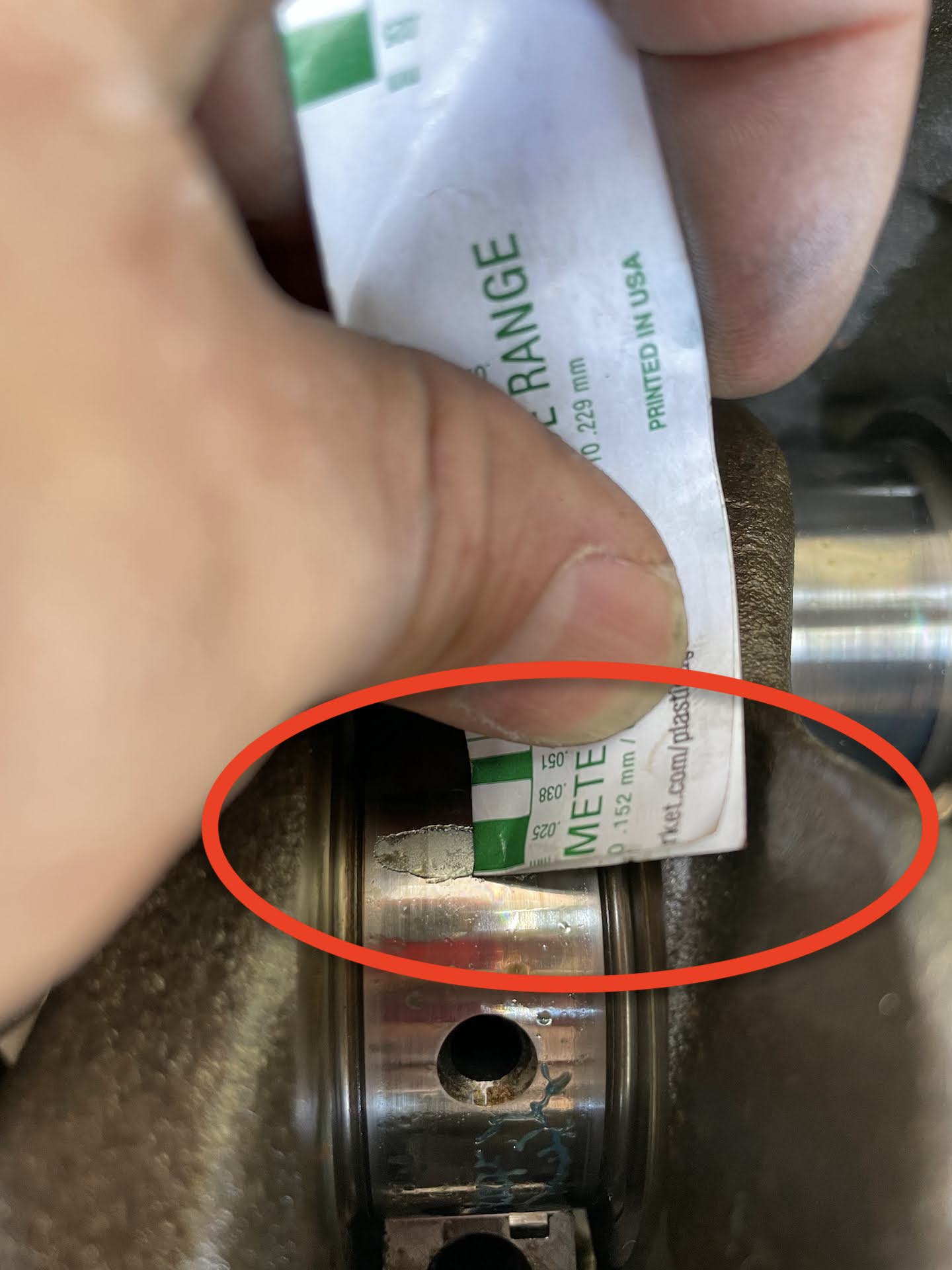
以下の場合、0.038の幅よりも広く、0.025の幅よりも狭いので、クリアランスは0.025 – 0.038mmということになろうかと思います。どちらかというと0.025mmのサンプル幅に近いので、基準値内と判断しました。
3番はかなり0.025mmサンプルに近いのでクリアランスが狭めと判断できます。狭い分にはいいかなと苦笑。




計測できたらベアリングキャップを締めて組付け完了です。
ちなみに、購入したマイクロメーターで計測できたのはバルブステムだけでした笑。

ピストンの組付け
続いてはピストンを組み付けます。シリンダーヘッドも清掃してきれいにしました。

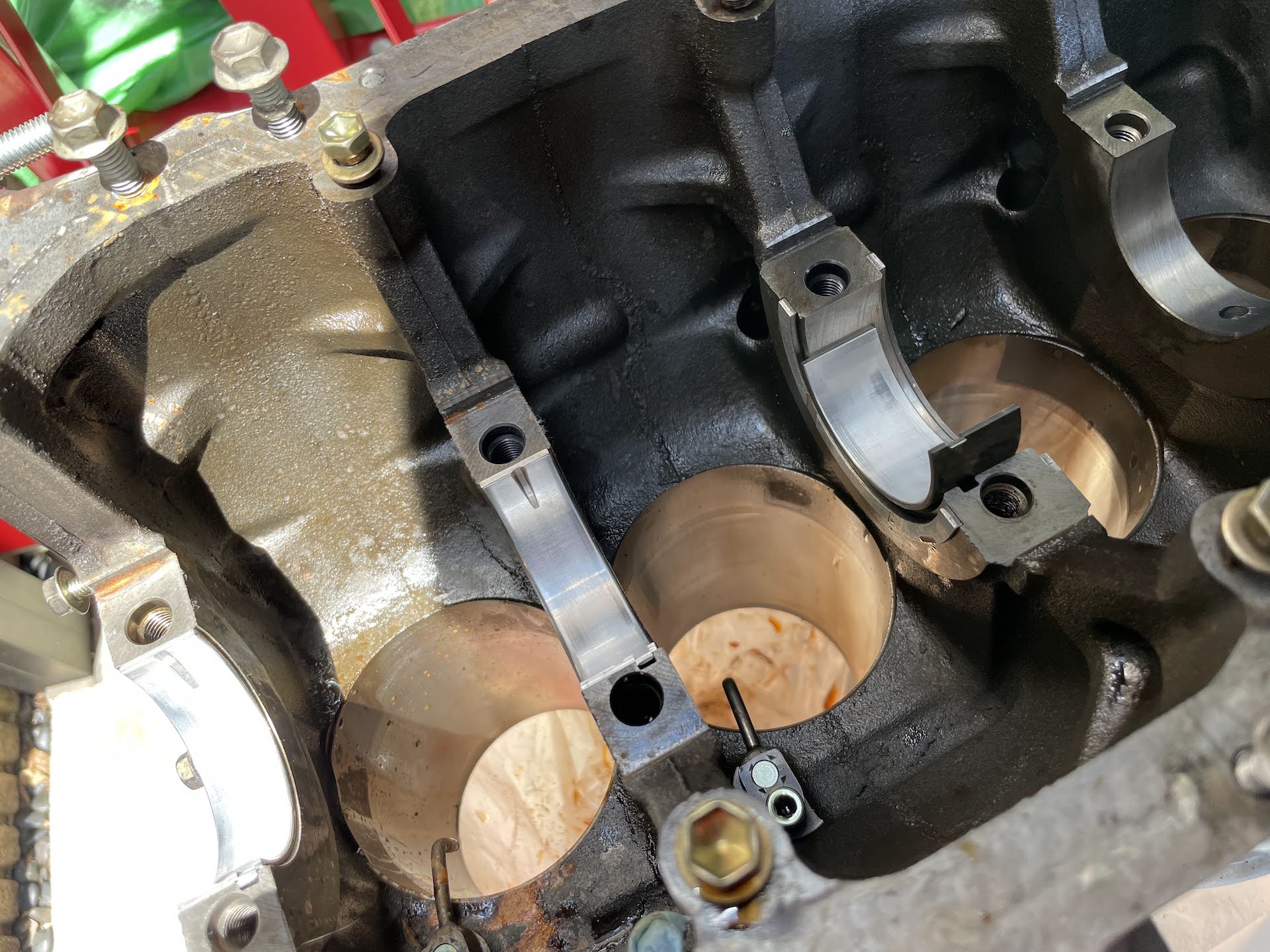
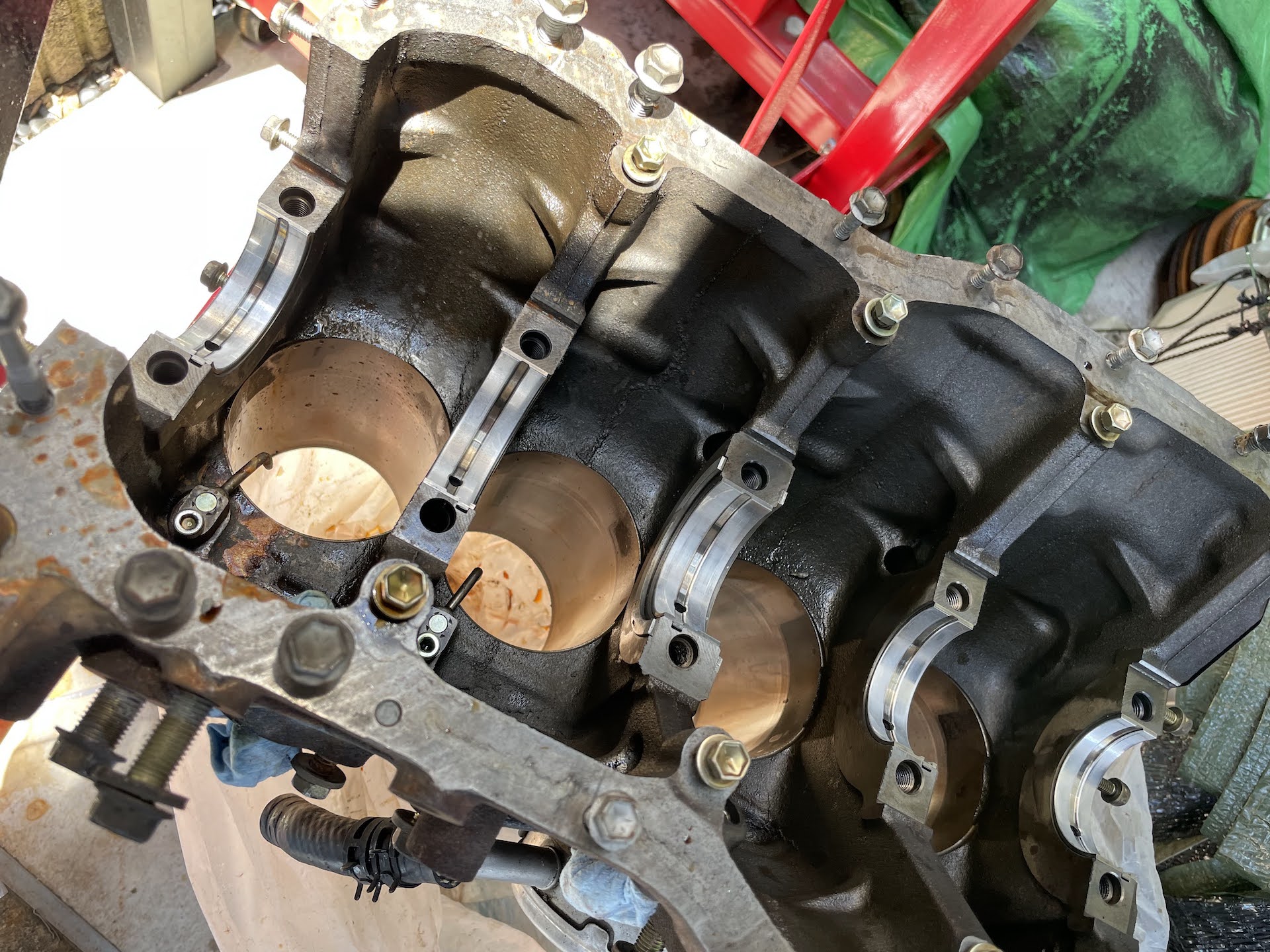
クランクシャフトをきちんと組み付けます。

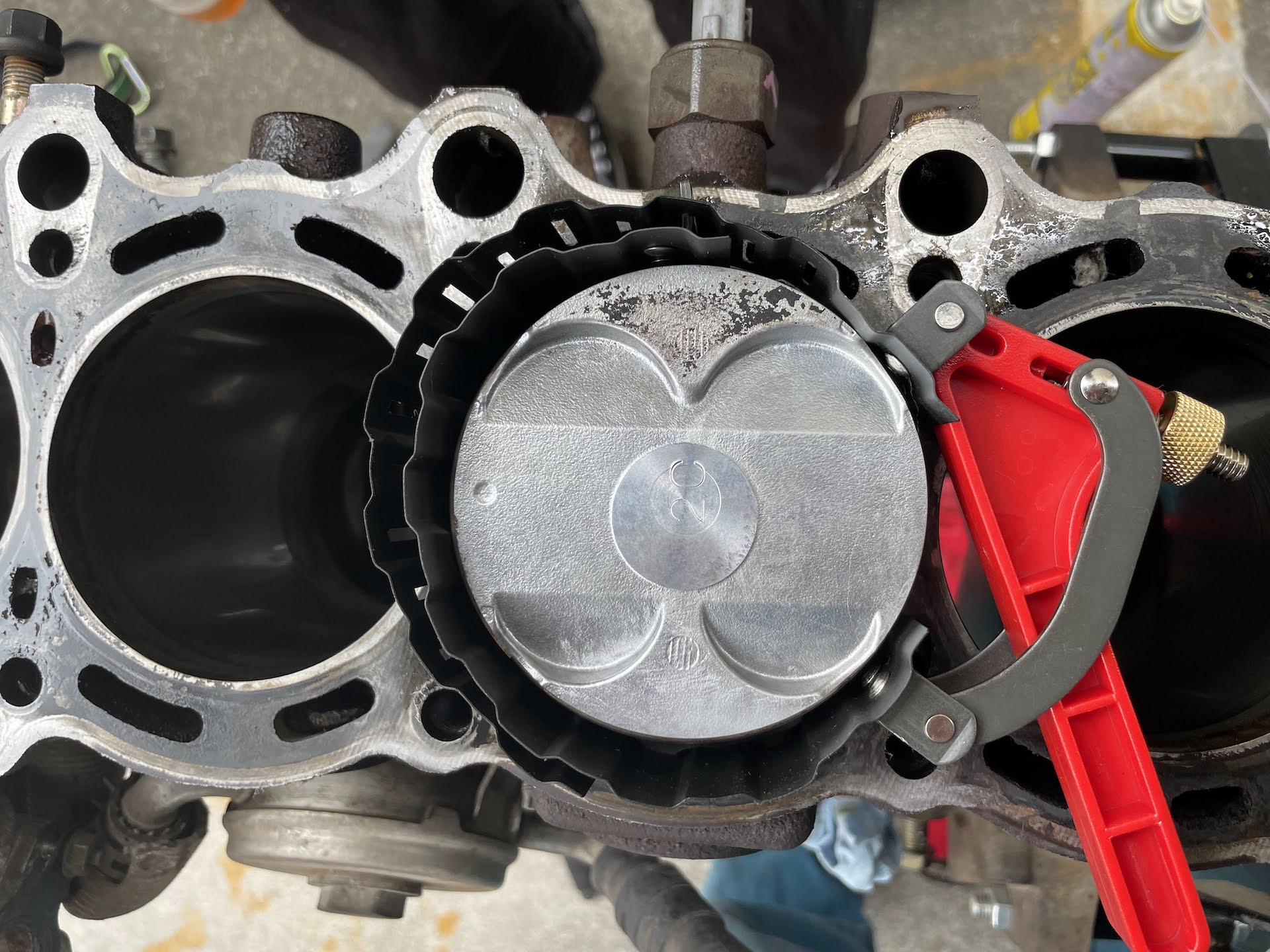
続いてピストンリングコンプレッサーを用いてピストンを挿入。見た目よりかんたんです。ピストンの下半分をヘッドの挿入し、ピストンリングコンプレッサーでリングを縮めた状態でプラハンでコンコン叩くと入っていきます。アストロで売っていた以下の安いピストンリングコンプレッサーで十分でした。
どちらかというと反対側、クランクシャフトとのピン部とコンロッドを合わせる方が難しいです。少しづつ挿入して確認しながらやらないとあらぬ方向にコンロッドが出てしまうので、やり直しになります。クランクシャフトが手で回りそうでなかなか回らないので、いい感じの場所にコンロッドが出てくるように挿入していくしかないです。


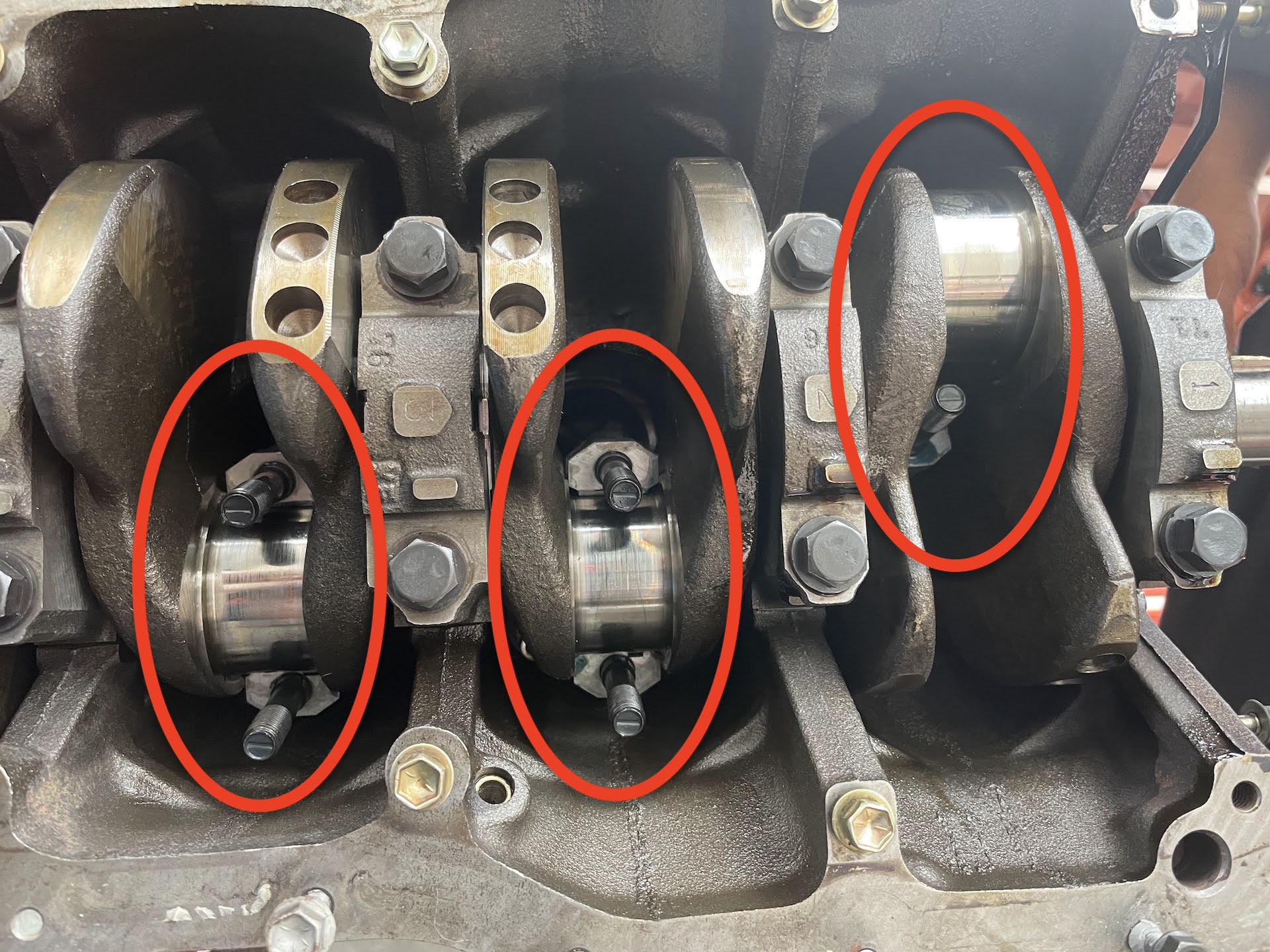

コンロッドがいい感じのところに出てきてコンロッドキャップが締め付けられるようになったら、プレスゲージを使用してクリアランスを計測します。
基準値:0.016 – 0.047mm(STD)
STDはスタンダードベアリングを指しているようで、ほぼスタンダードベアリングしか使用しないと考えて良いでしょう。スタンダードベアリングのクリアランス限界を超えたらUSベアリングが出てくるようです。
見た目的にはどのキャップも0.038mmが近いように見えますので、OKと判断しました。
金トッドキャップのナットは塑性域締め付け法なので、マーキングして整備書の通りに締め付け、開けて計測します。何回も塑性域で締め付けていいというのは意外と言えば意外でした。



各部組付け
ピストンが組めたので、各部を組み付けていきます。
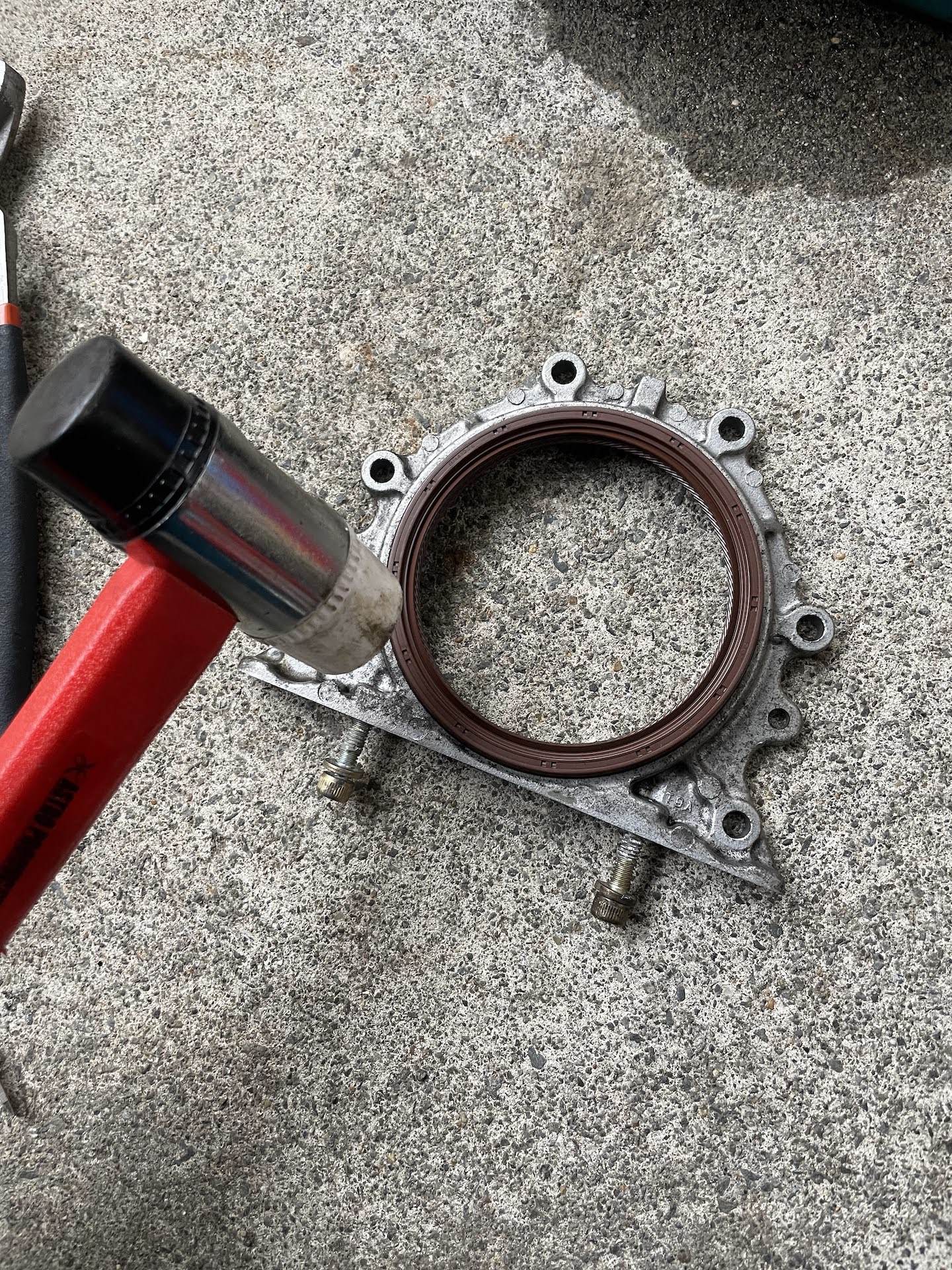
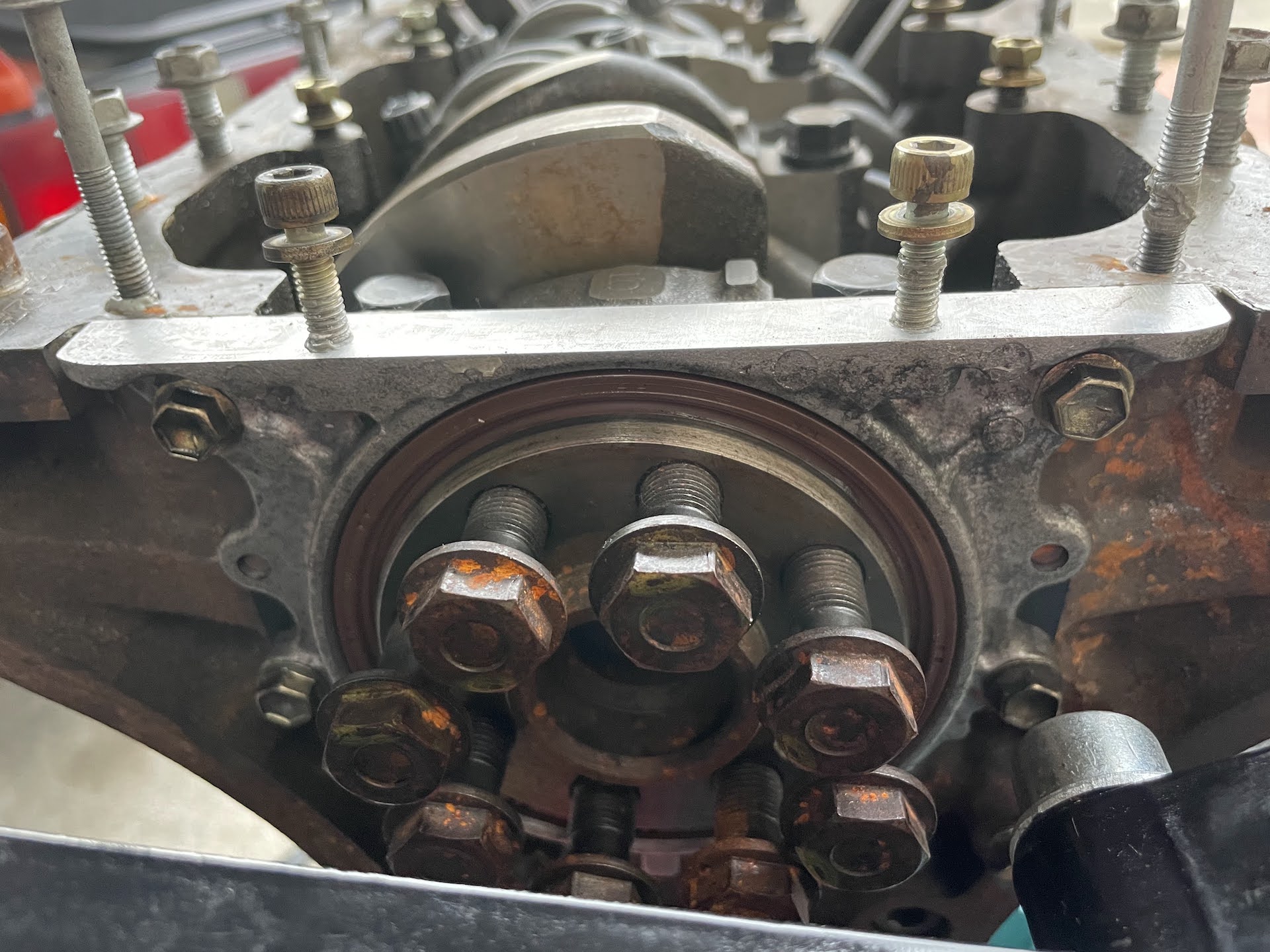
まずはエンジンリヤ側(クラッチ側)のエンジンリヤオイルシールとエンジンリヤオイルシールリテーナー、エンジンリヤオイルシールリテーナーガスケットを組み付けます。これらのオイルシールとガスケットはオーバーホールキットに入っています。
オイルシールは硬いのですが、プラハンでコツコツ入れていけばSST無しでも組めます。
エンジンリヤオイルシールリテーナー 締め付けトルク:9Nm
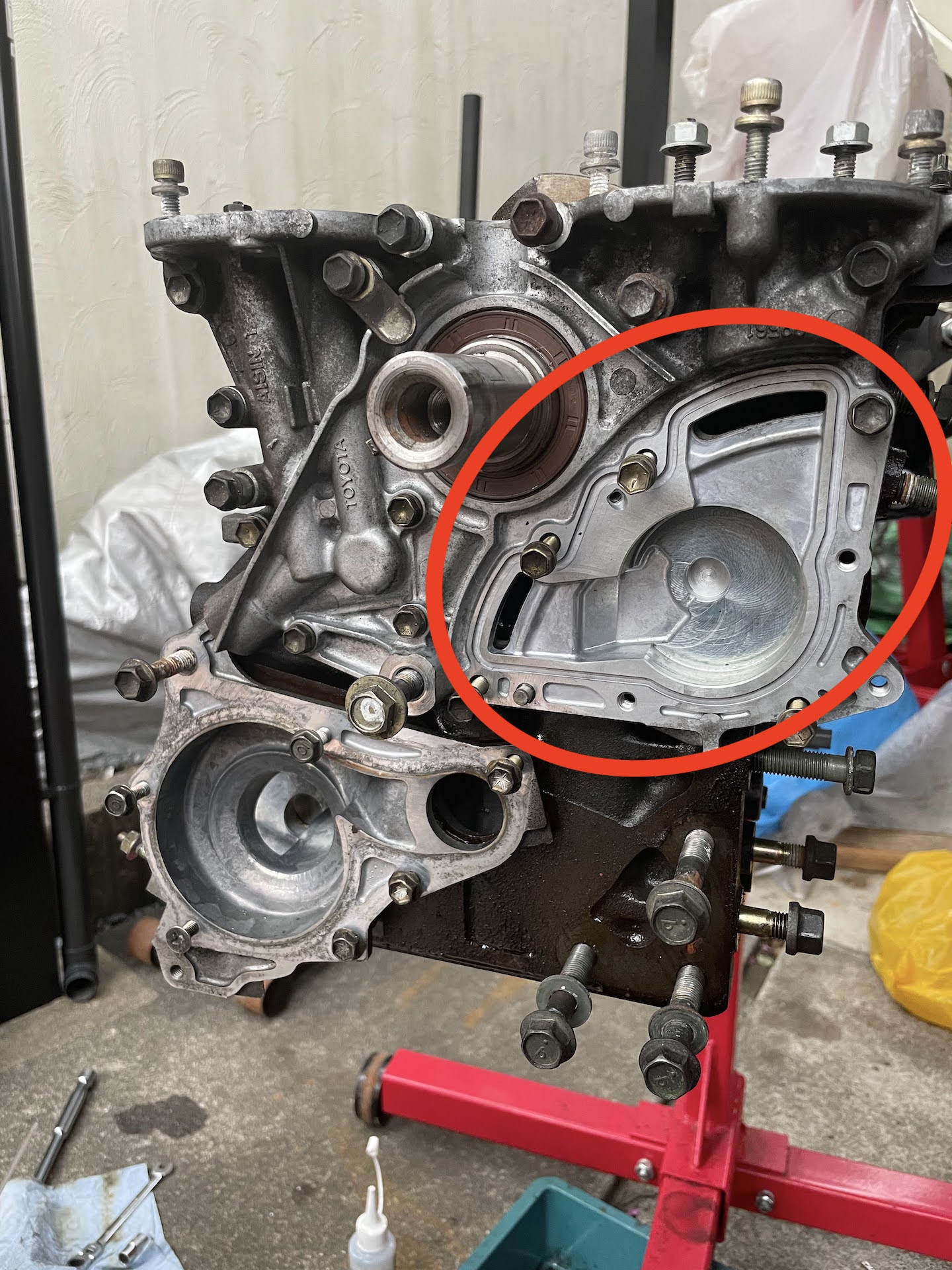
オイルポンプを組もうと思ったのですが、オイルポンプガスケットはオーバーホールキットに入っていますが、オイルポンプOリング及びオイルポンプシールはオーバーホールキットに含まれていませんでした。
ということで本日はここまでとしました。

ミキシングを中心にレコーディングからマスタリングまで手がけるマルチクリエイター。一般社団法人日本歌ってみたMIX師協会代表理事、合同会社SoundWorksK Marketing代表社員。2021年よりYouTubeチャンネル「SoundWorksKミキシング講座」を展開中。過去には音響機器メーカーTASCAM、音楽SNSサービスnanaのマーケティングに従事。